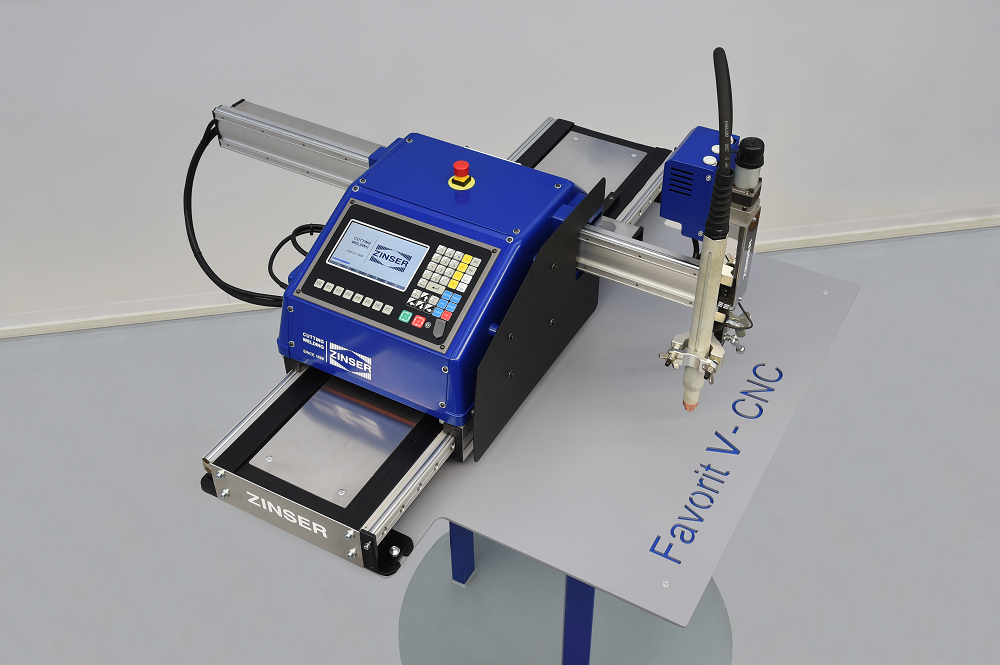
Compact cutting system / 1000 Series
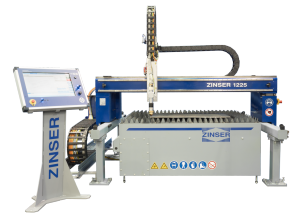
Compact cutting system / 1000 Series For precise plasma and oxy-fuel cutting The guiding machine ZINSER 1225 is ideal for combined oxy-fuel and plasma cutting.
Compact cutting system / 1000 Series For precise plasma and oxy-fuel cutting The guiding machine ZINSER 1225 is ideal for combined oxy-fuel and plasma cutting.

The highly dynamic ZINSER cutting systems with perfectly matched drives have been fulfilling customers‘ requirements from various industries all over the world for years.

The ZINSER Large-Format Fiber Laser Cutting System combines the proven quality of ZINSER gantry machines with state-of-the-art, high-performance fiber laser cutting technology.
Thanks to the enclosed gantry design, there are virtually no limits to the size of the plates that can be processed.
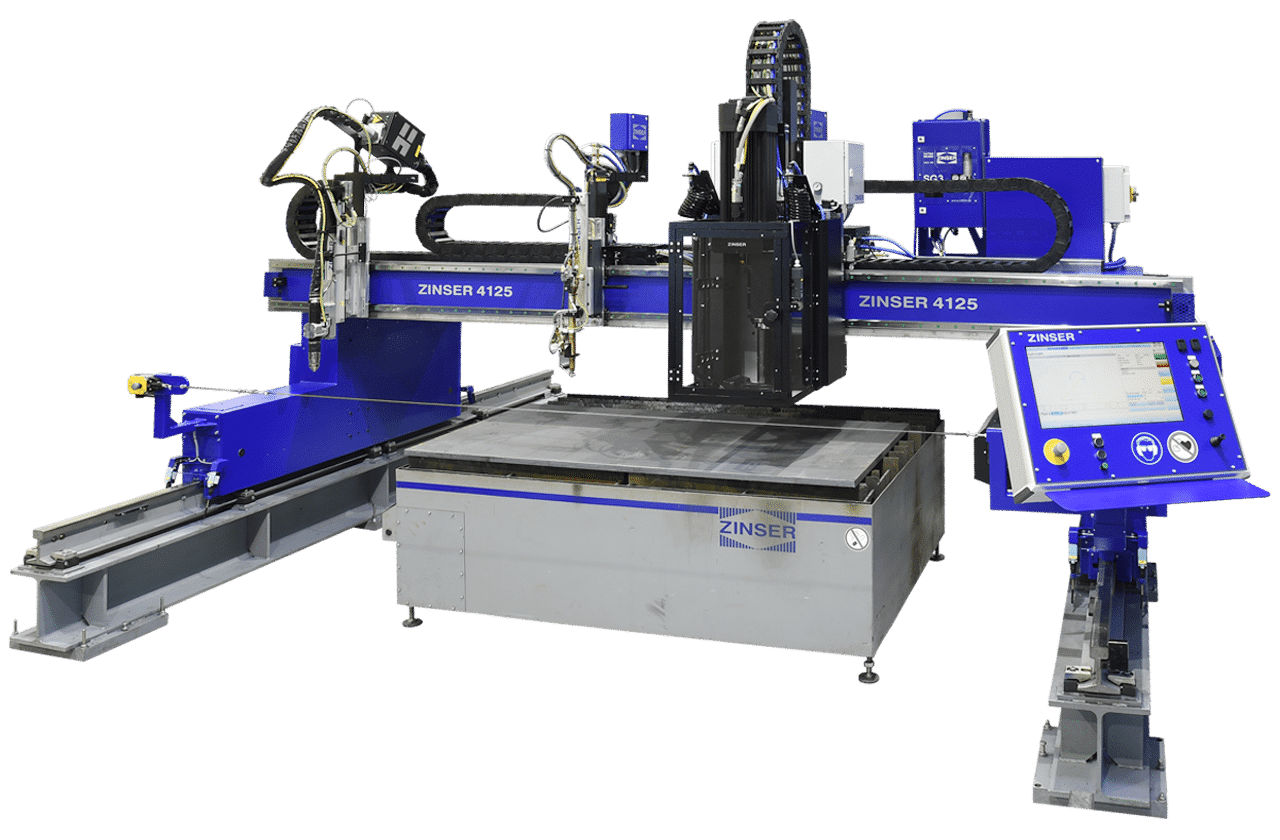
The machines of the ZINSER premium series are known worldwide for their excellent cutting quality.
Whenever an extraordinary machine reliability is required, like in the steel industry, customers have relied on ZINSER machines for decades.
for material thicknesses up to 60 mm (max. 100 mm)
for material thicknesses up to 250 mm
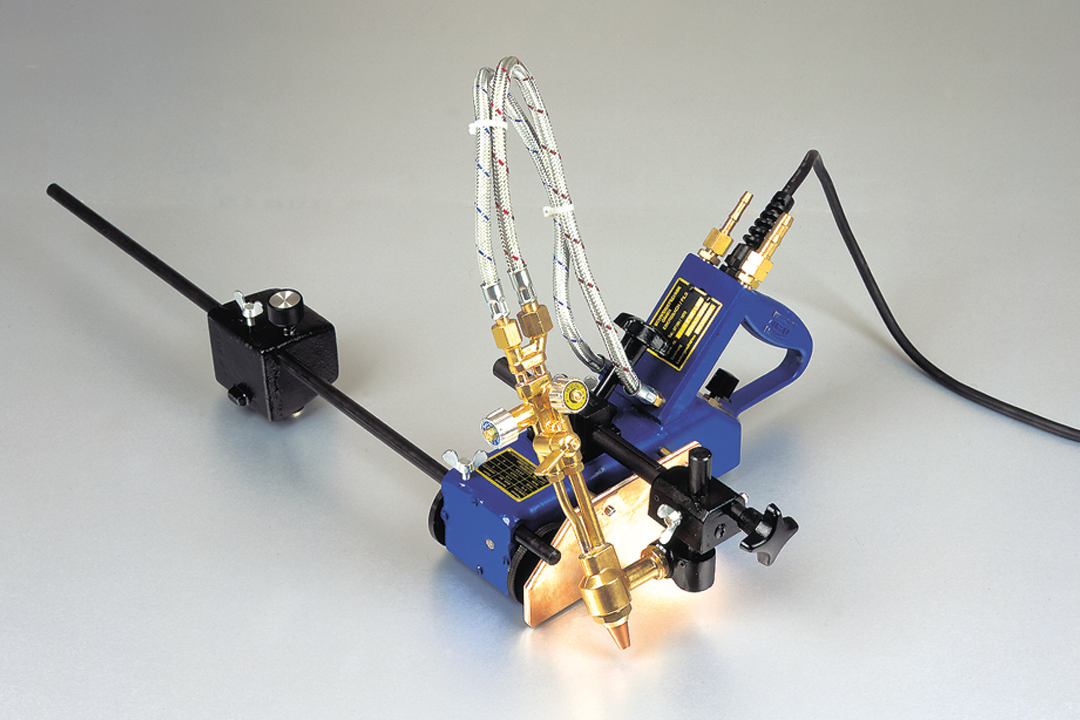
Portable cutting system
Quick and easy to use everywhere


You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from hCaptcha to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from Turnstile. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Information